



CAN-AM KEDJOR
Industriella kedjan tillverkare
 CAN-AM kedjor är en ledande kedja för skogen och avloppsvatten behandling industrier.
CAN-AM kedjor är en ledande kedja för skogen och avloppsvatten behandling industrier.
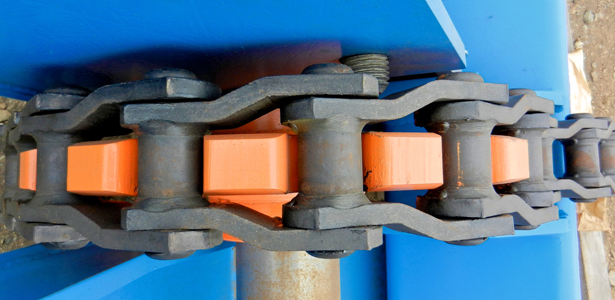
För svetsade kedjor erbjuder vi hela utbudet av specifikationer, inklusive WH157 Svetsade stål kedja, WH132 Svetsade stål kedja, WD110 Svetsade stål Drag kedja, WD120 Svetsade stål Drag kedja Och Svetsade stål Drag kedja.
Vi tillverkar rullkedjor enligt branschstandarder, bekvämt så att du kan köpa i enda strand, flera strand och komponent formulär. Specialitet kedjor finns också.
Can-Am kedjor - industriell stål kedjor
Rykte om prestanda och tillförlitlighet
Få allt du behöver från en plats. Visa våra detaljerade kataloger för konstruerade plast, stål kedjehjul, Bussning material och mycket mer. Vi vet att kedjan prestanda innebär produktivitet, så våra kedjor är konstruerade för att tåla tung uppröra laster, slutar/börjar och återföringar.
Standardiserad design gör att du kan sömlöst integrera nya delar eller byta ut gamla och specialutföranden finns också. Om du hantering av timmer, massa och papper, plywood, oriented strand board (OSB) eller andra styrelsen material, våra produkter är byggda för att hantera jobbet.
Lista över produkter Can-Am kedjor erbjuder

- Mill kedja
- Dra kedjan
- Formbara kedja
- Power Transmission kedja
- Avloppsvatten behandlingskedjan
- Mangan Debarker
- Kedjehjul
- Bakåtkompilerade plast
- Kullager
- Avloppsvatten kedjor
- Bära tallrikar
- Nedsänkt skraptransportör
Några av våra populära produkter:
Vi är specialister på stål kedja och plast för skogs- och spillvatten behandling industrier. Här är en lista över några av våra mest kända produkter.
- Pansar-X
- WH157 Svetsade stål kedja
- WH132 Svetsade stål kedja
- WD110 Svetsade stål Drag kedja
- WD120 Svetsade stål Drag kedja
Internationell tillverkare - vi finns i vart och ett av följande länder:
- Kanada
- USA
- Europa
- Chile
- Brasilien
- Nya Zeeland
- Australien
Kataloger
CAN-AM kedjor kataloger
Bläddra igenom de fullt nedladdningsbara CAN-AM kedjor produktkatalogerna i olika dimensioner och språk.
Vi erbjuder även nedladdningsbara kataloger för specifika serie av produkter inklusive kedjor, kedjehjul och kullager.
KatalogerKedjor
Premier tillverkare av kedjor

Som producenter av svetsat stål kedja sedan 1966 erbjuder CAN-AM kedjor nu ett brett utbud av svetsade kedjor och rullkedjor.
Våra rullkedjor är av högsta kvalitet och kan anpassas för att uppfylla antingen brittisk eller amerikansk normer.
Svetsade kedjorKedjehjul
Fabricerade stål kedjehjul
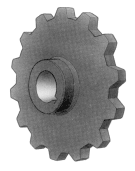
CAN-AM kedjehjul är gjord av mild stålplåt, även värmebehandlade plattan finns med hardnesses från 360 till 500 BHN.
Kunder kan ange vilket material krävs och många storlekar komma med borrhål, kilspår och ställskruvar.
Stål kedjehjulPlast
Bakåtkompilerade plast
CAN-AM kedjor erbjuder produkter, material och tjänster med konstruerade plast för dagens industriella tillämpningar.
Det finns en mängd olika användningsområden för konstruerade plast från slitage vakter till plast kedjor.
Bakåtkompilerade plastKullager
CAN-AM kullager
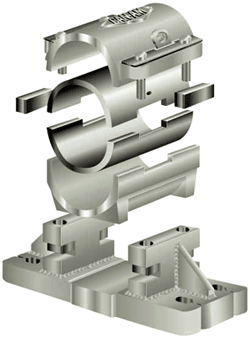
CAN-AM kullager är lavet till mindre stillestånd med infällda fett beslag för skadeförebyggande.
Kunderna kan välja bland 4 olika typer av bussningar: uretan, brons, babbitt och zink aluminium.
Kullager